質(zhì)量管理類講師
 王東南
課程
TS質(zhì)量管理五大工具(3天)
王東南
課程
TS質(zhì)量管理五大工具(3天)
2017-04-20 更新 857次瀏覽
課程名稱:TS質(zhì)量管理五大工具(3天)
課程簡介
◆本課程主要介紹TS五大質(zhì)量管理工具的生產(chǎn)、由來、發(fā)展和使用;圍繞質(zhì)量問題的發(fā)現(xiàn)、分析和解決來展開;既介紹理論知識,又有操作工具和軟件,同時穿插案例分析。
◆課程以五大工具為線索,同時有效地穿插和結(jié)合流程圖的知識、QFD質(zhì)量功能展開的概念、質(zhì)量樹的分析方法、親和圖的使用等;課程過程中還會結(jié)合誤差分析理論和計數(shù)抽樣檢驗程序的分析方法探討質(zhì)量管理的技巧。既有理論的深度和廣度,又非常有效地結(jié)合學(xué)員的實際工作需要。
◆學(xué)員還可以通過案例分析和實際操作,有效地掌握五大工具的實操技巧。
授課時間
建議時間:3天,18小時
授課方式
激情授課+互動體驗+案例分析+現(xiàn)場互動
關(guān)鍵字
產(chǎn)品品質(zhì)先期規(guī)劃APQP
失效模式與效應(yīng)分析FMEA
測量系統(tǒng)分析MSA
統(tǒng)計過程控制SPC
生產(chǎn)性零組件核準(zhǔn)程序PPAP
適合對象
◆從事質(zhì)量管理的從業(yè)人員和質(zhì)量管理人員,包括檢驗人員等。
◆需要改善質(zhì)量控制流程和控制方法的工作人員。
課程收益
◆通過本課程,學(xué)員可以掌握TS五大質(zhì)量管理工具定義、理論和知識系統(tǒng);
◆針對TS五大工具,本課程設(shè)置有效地練習(xí)和訓(xùn)練課題;
◆通過本課程,學(xué)員可以充分地掌握TS五大工具處理質(zhì)量問題的方法和流程,有效地提高工作能力;
◆通過本課程學(xué)習(xí),學(xué)員可熟練地掌握流程圖、QFD功能展開、控制計劃、FMEA分析、MSA測量系統(tǒng)分析等方法;
◆通過本課程,學(xué)員掌握的軟件有:Minitab和Microsoft office Visio。
?
課程大綱
第一章 課前溝通
第一節(jié) 課前溝通
(1) 講師簡介
(2) 學(xué)員介紹:行業(yè)+崗位+職責(zé)+日常工作
(3) 學(xué)習(xí)的“目的+期望”
(4) 工作中的“困惑+困難+疑問”在哪里?
第二節(jié) 課程需求分析
(1) 理解質(zhì)量管理中的定義、概念和思想,明確TS五大工具在質(zhì)量管理中的地位和作用;
(2) 掌握產(chǎn)品品質(zhì)先期規(guī)劃APQP的方法,完善我們的產(chǎn)品質(zhì)量策劃工作;
(3) 掌握產(chǎn)品潛在失效模式的分析方法,方便工作中分析產(chǎn)品的故障和故障分析;
(4) 掌握QC七大手法/SPC統(tǒng)計/MSA測量系統(tǒng)分析,幫助我們快速地有效地分析、監(jiān)控和解決質(zhì)量問題;
(5) 掌握生產(chǎn)性零組件核準(zhǔn)程序PPAP,有效地對接和感知顧客需求,并提前長效地處理顧客爭議問題。
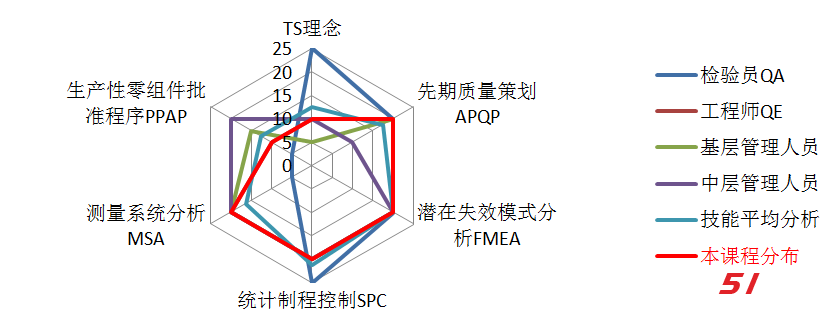
第三節(jié) 課程分析
(1) 課程目標(biāo):課程雷達圖
 (2) 課程日程安排
(2) 課程日程安排
(3) 學(xué)員承諾
第二章 總述
第一節(jié) 五大工具
(1) 由來
(2) 發(fā)展
(3) 標(biāo)準(zhǔn)化
(4) 過程識別和相互關(guān)系
第二節(jié) 專家
第三節(jié) 工序/元件/特性/缺陷
(1) 工序
(2) 關(guān)鍵工序
(3) 質(zhì)量控制點
(4) 關(guān)鍵元器件
(5) 關(guān)鍵特性
a) 安全特性
b) 政府法規(guī)
c) 功能失效
d) 品質(zhì)重大影響
(6) 重要特性
a) 顧客滿意度
b) 影響加工和生產(chǎn)
c) 功能受到影響
(7) 一般特性
(8) 缺陷等級
a) 致命缺陷
b) 一般缺陷
c) 輕微缺陷
第三章 APQP:產(chǎn)品品質(zhì)先期規(guī)劃
第一節(jié) APQP意義
第二節(jié) 分析工具
(1) FMEA/MSA/SPC
(2) 流程圖
(3) QFD質(zhì)量功能展開
第三節(jié) 流程圖
(1) 流程圖的功能
(2) 流程圖的設(shè)計步驟
(3) 流程圖設(shè)計的注意事項
(4) 流程圖分類
a) 業(yè)務(wù)流程圖
b) 過程流程圖
c) 工藝流程圖
d) 系統(tǒng)流程圖
e) 數(shù)據(jù)流程圖
f) 程序流程圖
g) 程序網(wǎng)絡(luò)圖
(5) 案例分析:用Microsoft office Visio軟件。假如線束的生產(chǎn)工藝為:裁線,剝皮,打端子,裝套管,吹風(fēng),裝膠殼;測試工藝可能包括浸油測試,打高壓測試,耐壓測試,通電檢驗等。請嘗試做一個簡單的工藝流程圖,要求包含質(zhì)量控制點。
第四節(jié) QFD質(zhì)量功能展開
(1) QFD
a) 定義和本質(zhì)
b) 產(chǎn)生和發(fā)展
c) 好處
(2) QFD的流程
a) 確定用戶要求
b) 技術(shù)措施
c) 關(guān)系矩陣
d) 競爭能力評估
e) 用戶要求權(quán)重
f) 最佳技術(shù)參數(shù)
g) 技術(shù)措施權(quán)重
(3) QFD設(shè)計過程圖
a) 確定市場
b) 產(chǎn)品構(gòu)想
c) 設(shè)計產(chǎn)品
d) 過程設(shè)計
(4) 產(chǎn)品
a) 評估競爭
b) 改進現(xiàn)有設(shè)計
c) 確定技術(shù)要求
d) 確定概念要求
e) 完善技術(shù)和概念
第五節(jié) 跨職能活動
第六節(jié) APQP的五個過程
(1) APQP的輸入和輸出
(2) APQP的五個過程
(3) APQP的方法論
(4) 控制計劃CP
第七節(jié) 設(shè)計過程的輸入和輸出
(1) APQP的設(shè)計過程的輸入
(2) APQP的設(shè)計過程的輸出
第八節(jié) 過程設(shè)計的輸入和輸出
(1) APQP的過程設(shè)計的輸入
(2) APQP的過程設(shè)計的輸出
第九節(jié) 產(chǎn)品和過程確認(rèn)過程的輸入和輸出
(1) 確認(rèn)過程的輸入
(2) 確認(rèn)過程的輸出
第四章 FMEA:失效模式與效應(yīng)分析
第一節(jié) FMEA的定義和簡介
第二節(jié) 設(shè)計DFMEA
(1) 嚴(yán)重度
(2) 頻度
(3) 探測度
(4) RPN值
(5) 注意事項
(6) 案例分析:我司是線材加工的企業(yè),3個月前開始給主機廠供貨線材,分別為電源線、連接線和端子線3個產(chǎn)品;電源線供貨250kpcs退回2000pcs,問題集中在打高壓異常,接頭插拔不牢固,線皮壓傷破損;連接線供貨250kpcs退回100pcs,問題集中在接頭插拔不牢固,線皮壓傷破損;端子線供貨500kpcs退回1500pcs,問題集中在紅黑線反向,端子短路和線皮壓傷;品質(zhì)部幾乎每天都有投訴和CAR需要處理。針對近期發(fā)生的質(zhì)量問題,主機廠要求我司進行整改,其中一個項目是要完成產(chǎn)品的DFMEA。注意嚴(yán)重度、頻度和探測度的設(shè)計,并給出有效措施。
第三節(jié) 過程PFMEA
(1) 嚴(yán)重度
(2) 頻度
(3) 探測度
(4) RPN值
(5) 起因機理的注意事項
(6) 建議措施的注意事項
(7) 案例分析:接上面案例,針對近期發(fā)生的質(zhì)量問題,主機廠要求我司進行整改,其中一個項目是要完成產(chǎn)品的PFMEA。注意嚴(yán)重度、頻度和探測度的設(shè)計,并給出有效措施。
第四節(jié) 設(shè)備EFMEA
(1) 過程設(shè)備
(2) 潛在失效模式
(3) 起因機理
(4) 現(xiàn)行控制方法
(5) 建議措施和采取措施
(6) 工具——EFMEA表
(7) 案例分析:接上面案例,用到設(shè)備包括氣動剝線機等,打高壓測試需要高壓測試儀。請針對以上2臺機器,完成產(chǎn)品這部分的EFMEA。注意參數(shù)設(shè)計,并給出有效措施。
第五節(jié) 體系SFMEA
(1) 這是一個德國QMC-VDA版本
(2) 系統(tǒng)結(jié)構(gòu)化
(3) 單元
(4) 各單元間的功能關(guān)系
(5) 失效功能
(6) 缺陷、缺陷后果和缺陷原因
(7) 工具——SFMEA表
(8) 案例分析:針對交付不及時問題,做一個體系SFMEA的一段。
第六節(jié) 關(guān)鍵元器件和關(guān)鍵特性
(1) 關(guān)鍵元器件
(2) 客戶指定特性
(3) 產(chǎn)品關(guān)鍵特性
(4) 產(chǎn)品一般特性
(5) 關(guān)鍵特性分析有抽樣檢驗
(6) AQL設(shè)計和抽樣風(fēng)險評估
(7) 抽樣方案的選擇
(8) 案例分析:針對上面案例的線束問題,做一個產(chǎn)品的管理計劃或規(guī)范。
第七節(jié) 親和圖
第五章 QC七大手法
第一節(jié) 檢查表
第二節(jié) 層別法
(1) 案例分析:壓鑄生產(chǎn)工藝中,針對一個關(guān)鍵特性尺寸,作業(yè)人員每小時測量一次,得到下列數(shù)據(jù),比較 兩臺機的差異。
第三節(jié) 柏拉圖
(1) 定義/格式/用途
(2) 制作步驟
(3) 二八規(guī)律
(4) 案例分析:案例1. 某產(chǎn)品投訴項目的分布表如圖所示,請:通過數(shù)據(jù)分析,抓出主要地區(qū)和頻數(shù)? 計算各地區(qū)的頻率。 計算累計頻率。 以頻數(shù)和累計頻率畫圖,橫坐標(biāo)為區(qū)域。
案例2.通過一個案例來說明柏拉圖在質(zhì)量管理中應(yīng)用,包括歸納和演繹過程。時間大概15-20分鐘。
第四節(jié) 因果圖
(1) 定義和類型
(2) 魚骨圖制作步驟
(3) 魚骨圖使用要求
(4) 案例分析:為什么會有顧客投訴?
第五節(jié) 散布圖
(1) 定義/用途/分類
(2) 繪制步驟
(3) 散布圖注意事項
(4) 案例分析:根據(jù)課件提供的電池參數(shù)樣本,繪制散布圖,注意因變量和自變量的選擇,并求出相關(guān)系數(shù)。使用軟件Minitab軟件。
第六節(jié) 直方圖
(1) 定義和用途
(2) 直方圖的繪制
(3) 形狀分析與判斷
(4) 與規(guī)格界限的比較分析
(5) 案例分析:根據(jù)課件提供的數(shù)據(jù),用Minitab軟件,繪制一張殼料凈重的直方圖。
第七節(jié) 管制圖
(1) 定義和分類
(2) 與正太分布的關(guān)系
(3) 機遇原因和非機遇原因
(4) 計量值管制圖
(5) 計數(shù)值管制圖
(6) 管制圖的繪制和判讀
(7) 案例分析:案例1:現(xiàn)有一組樣本數(shù)據(jù),請完成相關(guān)計算,并繪制X-R圖表。
案例2:某產(chǎn)品的生產(chǎn)過程中,抽取25個樣本,測得樣本的不合格品數(shù)如果所示。試做p控制圖,并說明是否在控制范圍內(nèi)。
案例3:有一個軸類零件加工,工藝是車削加工,尺寸規(guī)格是∮30.50 ±0.05,在生產(chǎn)調(diào)機的時候,生產(chǎn)部送首件給我們確認(rèn),公司規(guī)定每批首件至少送2pcs,請問。
第八節(jié) 制程能力評估
(1) 準(zhǔn)確度Ca
(2) 精確度Cp
(3) 指標(biāo)Cpk
(4) 當(dāng)規(guī)格中心與目標(biāo)值不重合時的過程能力指數(shù)Cpm
(5) 提升過程能力的方法
注意:過程能力評估的計算案例在后面。
第六章 質(zhì)量特性數(shù)據(jù)及分類
第一節(jié) 統(tǒng)計和統(tǒng)計手法的用途
(1) 定義
(2) 統(tǒng)計特征數(shù)
(3) 統(tǒng)計的應(yīng)用
第二節(jié) 正太分布
第三節(jié) 標(biāo)準(zhǔn)正太分布
第四節(jié) 超幾何分布
第五節(jié) 二項分布
第六節(jié) 泊松分布
第七節(jié) 其他分布
(1) 離散均勻分布
(2) 連續(xù)均勻分布
(3) X2方分布
(4) T分布
(5) F分布
第八節(jié) 操作演示、
(1) 使用軟件Minitab軟件。
(2) QC七大手法和統(tǒng)計工具使用流程
(3) Cpk的計算演示
(4) 相關(guān)系數(shù)計算演示
第九節(jié) 統(tǒng)計失去意義的時候
第十節(jié) 案例分析:在一個產(chǎn)品的回路中,存在電機/馬達、電容、電阻等元件。在一個生產(chǎn)批次中,我們的問題如下:想確認(rèn)負載電壓/電流是否符合正太分布,可以嗎?想確認(rèn)回路中的電流最大值是否符合正太分布,可以嗎?電流最大值跟哪些因素相關(guān)?如果工作中一定要分析電流最大值,怎么做?
第七章 MSA:測量系統(tǒng)分析
第一節(jié) 定義
第二節(jié) 計量型測量系統(tǒng)分析
(1) 系統(tǒng)分析
(2) 分析軟件Minitab軟件
(3) 案例分析
第三節(jié) 計數(shù)型測量系統(tǒng)分析
(1) 小樣法和大樣法
(2) 分析軟件Minitab軟件
(3) 案例分析
第四節(jié) 測量系統(tǒng)
(1) 輸入內(nèi)容:SWIPE
(2) 測量
(3) 數(shù)值
(4) 分析
(5) 輸出內(nèi)容
第五節(jié) 測量系統(tǒng)誤差
(1) 過程變差觀測值
(2) 實際過程變差:長期過程變差/短期過程變差/抽樣產(chǎn)生的變差
(3) 測量誤差:抽樣產(chǎn)生的變差/量具變差/操作員造成的變差
(4) 測量系統(tǒng)誤差的特點
第六節(jié) 誤差理論與數(shù)據(jù)處理
第八章 PPAP:生產(chǎn)性零組件核準(zhǔn)程序
第一節(jié) PPAP定義
第二節(jié) PPAP的過程要求
(1) 生產(chǎn)件
(2) PPAP要求
(3) 案例分析
第三節(jié) 顧客的特殊要求
(1) 顧客通知、
(2) 顧客提交要求
(3) 顧客不要求通知的情況
(4) 案例分析
第四節(jié) 顧客提交要求—證明的等級
第五節(jié) 零件提交狀態(tài)
第六節(jié) 記錄保存
課程標(biāo)簽:TS五大工具